
۱. تعریف:
برش: میلگردهای تخت فولادی فنری را مطابق با الزامات فرآیند به طول مورد نیاز برش دهید.
۱.۲ صاف کردن
صاف کردن: خم شدن جانبی و خم شدن مسطح میله تخت برش خورده را تنظیم کنید تا اطمینان حاصل شود که انحنای جانبی و صفحه مطابق با الزامات تولید است.
۲. کاربرد:
تمام برگهای بهاری.
۳. رویههای عملیاتی:
۳.۱ بازرسی مواد اولیه
قبل از برش، مشخصات، شبکه فولادی، شماره حرارتی، سازنده و علامت صلاحیت بازرسی انبارداری میلگرد تخت فولادی فنر را بررسی کنید. همه موارد الزامات فرآیند فنر تخت را برآورده میکنند و سپس برای شروع برش به فرآیند بعدی منتقل میشوند.
اولین قطعه میلگرد تخت باید برای اولین بازرسی بریده شود. تنها در صورتی که اولین بازرسی را با موفقیت پشت سر بگذارد، میتواند قبل از برش دستهای، برای بررسی به بازرس ارائه شود. در طول برش دستهای، لازم است از شل شدن بیش از حد اتصالات که منجر به تعمیر یا ضایعات میشود، جلوگیری شود.
ورقهای میلگرد تخت فولادی فنری برش خورده باید به طور مرتب روی هم چیده شوند. قرار دادن آنها به دلخواه ممنوع است، زیرا باعث کبودی سطح میشود. علامت صلاحیت بازرسی باید ایجاد شود و کارت انتقال کار باید چسبانده شود.
پس از فرآیند برش، میلههای تخت باید شناسایی شوند، که عمدتاً شامل موارد زیر است:
۱) تشخیص عمودی بودن مقطع برش
همانطور که در شکل ۱ زیر نشان داده شده است.
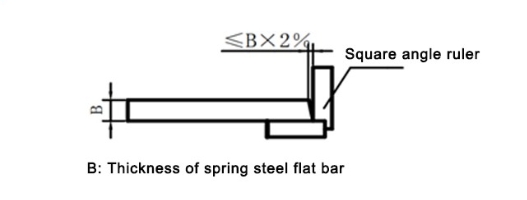
(شکل ۱. نمودار شماتیک اندازهگیری عمودیت مقطع برش)
همانطور که در شکل ۲ زیر نشان داده شده است.
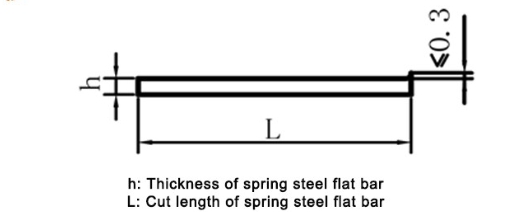
(شکل ۲. نمودار شماتیک اندازهگیری برآمدگی مقطع برش)
۳) تشخیص خمیدگی جانبی و خمیدگی تخت میلگردهای تخت برش خورده
همانطور که در شکل ۳ زیر نشان داده شده است.
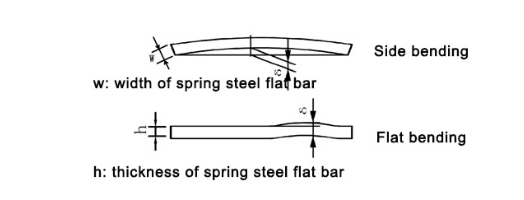
(شکل ۳. نمودار شماتیک اندازهگیری خمش جانبی و خمش تخت یک میله برش خورده)
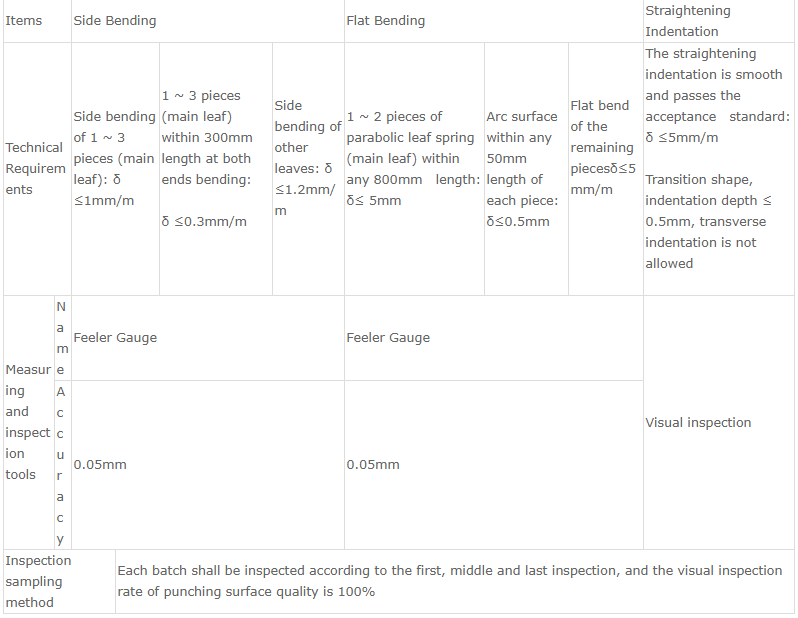
۵. استانداردهای بازرسی:
استانداردهای بازرسی فرآیند صاف کردن فنر برگ مطابق جدول 1 در زیر نشان داده شده است.
اگر مایل به کسب اطلاعات بیشتر هستید، لطفاً مراجعه کنیدwww.chleafspring.comدر هر زمانی.
زمان ارسال: ۲۱ مارس ۲۰۲۴







